Menüband: Ausgabe > CAD in G-Code
Man kann das Steuerungsprogramm im G-Code-Format für CNC-Maschinen erstellen. G-Code-Dateien werden direkt aus den Zeichnungen erzeugt. Die folgenden Einheiten können in G-Code umgewandelt werden: Linien, Polylinien, Kreise, Bogen, Ellipsen, Splines, Texte, mehrzeiligen Texte und Luke.
Um eine Datei in G-Code umzuwandeln, benutzen Sie die folgende Instruktion:
1.Öffnen Sie eine DWG/DXF-Datei und bearbeiten Sie sie bei Bedarf.
2.Wählen Sie den Befehl CAD in G-Code auf der Registerkarte Ausgabe in der Gruppe Konvertierung aus.
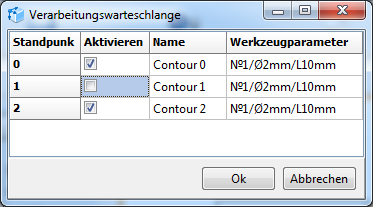
3.Standardmäßig werden alle Zeichnungskonturen umgewandelt. Wenn Sie nicht benötigen, irgendwelche bestimmte Konturen zu konvertieren, öffnen Sie das Dialogfenster Verarbeitungswarteschlange und deaktivieren Sie diese Konturen.
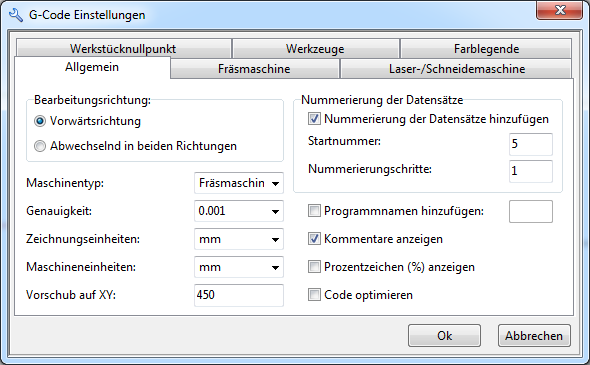
4.Standardmäßig erzeugt ABViewer ein Steuerungsprogramm für eine Fräsmaschine. Um den G-Code für eine Lasermaschine zu erzeugen, wählen Sie den benötigten Maschinentyp im Fenster G-Code Einstellungen auf der Registerkarte Allgemein aus.
5.Klicken Sie auf die Taste Umwandeln. G-Code wird automatisch erzeugt.
6.Klicken Sie auf die Taste G-Code speichern. Die Datei wird mit der NC-Erweiterung gespeichert.
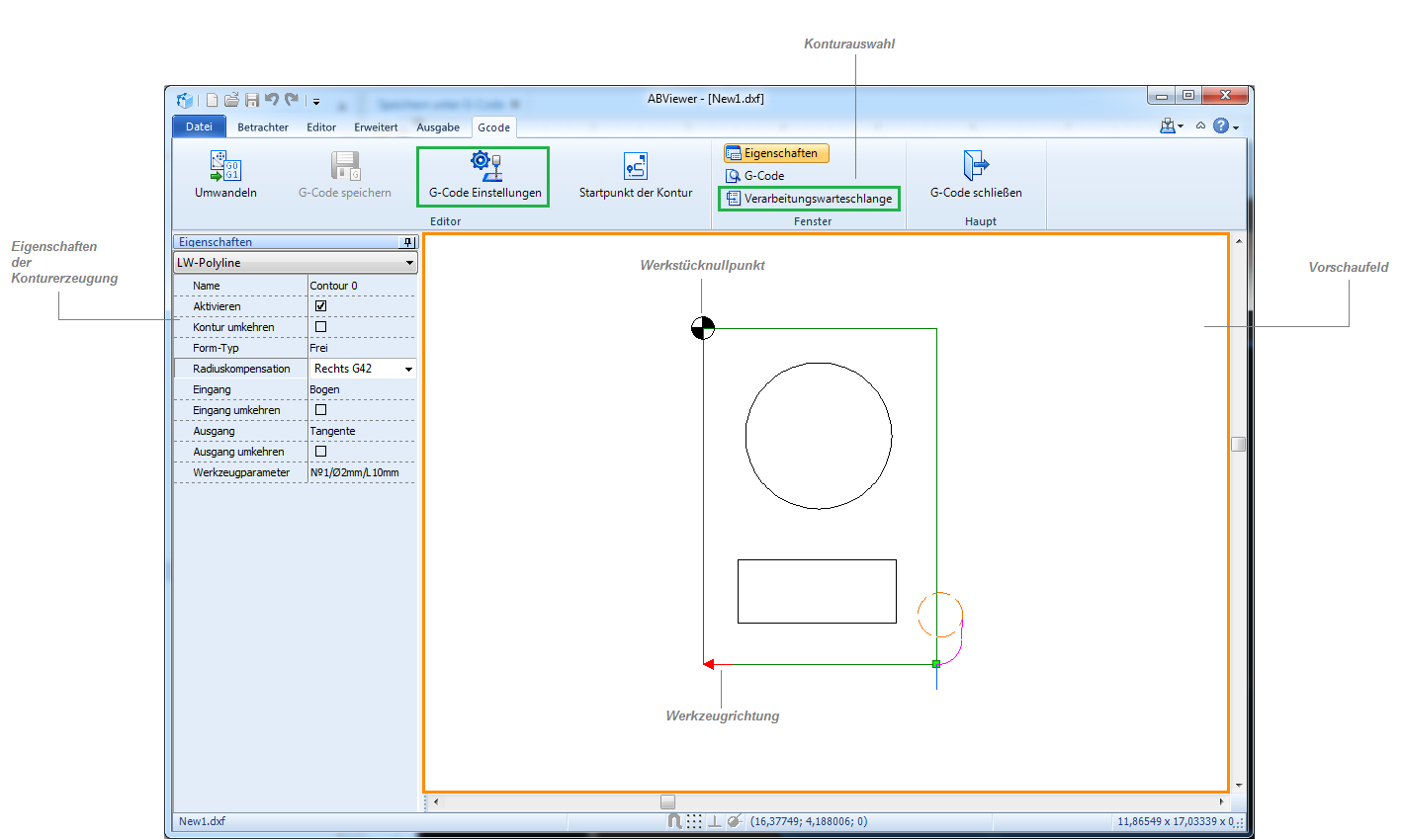
Die Registerkarte G-Code enthält folgende Werkzeuge:
|
G-Code Einstellungen. Öffnet das Fenster G-Code Einstellungen. |
|
Speichern unter. Öffnet das Fenster zur Speicherung der *.nc Datei. |
|
Anfangspunkt angeben. Gibt den Anfangspunkt auf der ausgewählten Kontur an. Um den Punkt anzugeben, benötigt man eine Kontur im Vorschaufeld auszuwählen. Die Option ist nur für die geschlossenen Konturen verfügbar. |
|
Verarbeitungswarteschlange. Ermöglicht die Einstellung von Konturenverarbeitungsreihenfolge. |
|
In G-Code umwandeln. Erzeugt ein Steuerungsprogramm im G-Code-Format aus der Zeichnung. |
|
G-Code schließen. Schließt G-Code-Modus |
Verarbeitungswarteschlange
Im Fenster Verarbeitungswarteschlange stellt man die Konturenverarbeitungsreihenfolge ein. Um die Konturposition zu ändern, benutzen Sie die Elemente des Kontextmenüs. Mit einem Häkchen markierte Konturen werden in G-Code umgewandelt.
Vorschaufeld
Das Vorschaufeld zeigt die geöffnete Zeichnung, den Werkstücknullpunkt, den Anfangspunkt des Werkzeugbewegung, die Richtung des Werkzeugs, die Weise des Ein-/Ausgangs und das Werkzeug an. Man kann die Anzeige der Elemente im Vorschaufeld auf der Registerkarte Farblegende in das Fenster G-Code Einstellungen einrichten.
Der Benutzer kann die benötigten Kontur mit der Maus im Vorschaufeld auswählen. Das Kontextmenü wird mit Hilfe der rechten Maustaste aufgerufen.
Eigenschaften
Diese Registerkarte enthält erweiterte Werkzeugeinstellungen: Werkzeugrichtung, Weise des Ein-/Ausgangs, Kompensation des Werkzeugradius. Diese Einstellungen werden im Vorschaufeld angezeigt.
Aktivieren |
Eine bestimmte Option, die die Konturen in G-Code-Erzeugungsliste aktiviert/deaktiviert. |
Kontur umkehren |
Verändert die Werkzeugrichtung vom Anfangspunkt entlang der gewählten Kontur. |
Form-Typ |
Legt den Kontur-Typ fest. |
Radiuskompensation |
Radiuskompensation. Die Option Aus (G40) verwirft die Kompensation des Werkzeugradius. Die Option Links (G41) kompensiert das Werkzeugradius links vom Werkzeugweg. Die Option Rechts (G42) kompensiert das Werkzeugradius rechts vom Werkzeugweg. |
Eingang |
Legt die Weise des Werkzeugeingangs fest. Man kann eine der Eingangweisen auswählen: Tangente, Normale, Bogen. Veränderungen von der Weise des Werkzeugeingangs werden im Vorschaufeld angezeigt. Um die Richtung des Werkzeugeingangs zu verändern, markieren Sie die Checkbox neben der Option Eingang umkehren. |
Eingang umkehren |
|
Ausgang |
Legt die Weise des Werkzeugausgangs fest. Man kann eine der Ausgangsweisen auswählen: Tangente, Normale, Bogen. Um die Richtung des Werkzeugausgangs zu verändern, markieren Sie die Checkbox neben der Option Ausgang umkehren. Veränderungen von der Weise des Werkzeugausgangs werden im Vorschaufeld angezeigt. |
Ausgang umkehren |
|
Werkzeugparameter |
Die Dropdownliste enthält das Werkzeug und seine Parameter. Diese Liste wird mit den Daten aus der Registerkarte Werkzeuge im Fenster G-Code Einstellungen ausgefüllt. |
G-Code Einstellungen
Das Fenster G-Code Einstellungen enthält die folgenden Registerkarten mit Einstellungen: Allgemein, Werkzeuge, Werkstücknullpunkt, Laser-/Schneidemaschine, Fräsmaschine, Farblegende.
Farblegende
Zusätzliche Elemente, die im Vorschaufeld angezeigt werden, werden mit Hilfe des Häkchens neben dem entsprechenden Element ausgewählt. Um die Elementfarbe zu verändern, klicken Sie mit der linken Maustaste auf das farbige Quadrat. Danach wird ein Standardfenster Farben geöffnet werden, in welchem man die benötigte Farbe auswählen kann.
Einstellungen |
Beschreibung |
Codes des Steuerungsprogramms |
|
Allgemein |
|
Vorwärtsrichtung |
Das Werkzeug bewegt in der Richtung, die mit dem Pfeil im Vorschaufeld gezeigt ist. |
- |
Abwechselnd in beiden Richtungen |
Zuerst bewegt das Werkzeug in der gezeigten Richtung und dann rückwärts. |
- |
Maschinentyp |
Legt den Maschinentyp fest: Fräs-/Schneidemaschine. |
- |
Genauigkeit |
Legt die Anzahl der Nachkommastellen fest. |
- |
Zeichnungseinheiten |
Legt die Zeichnungseinheiten fest. |
- |
Maschineneinheiten |
Legt die Maschineneinheiten fest. Wenn die Einheiten stimmen nicht überein, werden sie umgewandelt. |
- |
Vorschub auf XY |
Geschwindigkeit des XY-Arbeitsvorschubs. Wenn der Wert gleich 0 ist, wird der Wert des Vorschubs ins Steuerungsprogramm nicht hinzugefügt. |
F450 |
Nummerierung der Datensätze hinzufügen |
Fügt die Nummerierung der Datensätze in den Code des Steuerungsprogramms hinzu. |
N5
|
Startnummer |
Anfangsnummer für die Nummerierung der Datensätze (Standardwert: 5). |
|
Nummerierungsschritte |
Nummerierungsschritte. |
|
Programmnamen hinzufügen |
Fügt den Programmnamen in den Code des Steuerungsprogramms hinzu. |
O001 |
Kommentare anzeigen |
Zeigt Kommentare im Code des Steuerungsprogramm an. |
(Layout "Model"), (Contour 0), (Contour 1) |
Prozentzeichen (%) anzeigen |
Fügt das Zeichen % in den Code des Steuerungsprogramms hinzu. |
% |
Code optimieren |
Bei Aktivierung dieser Option wird der Code während des Erzeugungsvorgangs optimiert - wiederholte Befehle und Koordinaten werden nicht verdoppelt. |
- |
Fräsmaschine |
||
Vorschub auf Z |
Geschwindigkeit des Z-Arbeitsvorschubs. |
F150 |
Spindeldrehzahl |
Umdrehungsfrequenz des Spindels. |
S3000 |
Vorschubstiefe auf Z |
Tiefe des Angriffs ins Werkstück. |
G1 Z-2 |
Rückzugshöhe |
Vorschub auf Z pro eine Zustellung. Die Anzahl der Zustellungen wird automatisch berechnet. |
|
Zustelltiefe |
Z-Verschiebung des Werkzeugs von des Werkstücks. |
G0 Z5 |
Laser-/Schneidemaschine |
||
EIN Befehl |
Befehl zum Start des Lasers. Standardwert: M3. |
M3 |
AUS Befehl |
Befehl zum Stoppen des Lasers. Standardwert: M5. |
М5 |
Verweilzeit (G4) |
Verzögerung der Programmausführung. |
G04 P100 |
Leistungsbefehl hinzufügen (M10, M11) |
Schaltet die Leistungsbefehle ein/aus. |
M10 Q128/M11 |
Anzahl der Zustellungen |
Anzahl der Zustellungen des Werkzeugs entlang der Kontur. |
- |
Werkstücknullpunkt |
||
Zeichnungsnullpunkt |
Legt den Nullpunkt des Werkstücks fest. |
- |
Punkt oben links |
- |
|
Punkt oben rechts |
- |
|
Punkt unten links |
- |
|
Punkt unten rechts |
- |
|
Zusätzliches Offset |
Zusätzliches Offset auf X, Y |
- |
Werkzeuge |
||
Nr. |
Werkzeugnummer. |
T1 M6 |
Durchmesser, mm |
Durchmesser des Werkzeugs |
|
Länge, mm |
Länge des Werkzeugs |
|
Wechseln zu ABViewer